ულტრაბგერითი საყვირიარის ულტრაბგერითი ტექნოლოგიის ერთ-ერთი ყველაზე ღრმა ასპექტი.დიზაინისა და განვითარების რამდენიმე წლიანი გამოცდილებითაც კი, ჩვენ მტკიცედ გვჯერა, რომ მხოლოდ მკაცრი ტესტირებისა და ხარისხის კონტროლის საშუალებით შეგვიძლია ვაწარმოოთ საუკეთესო შედუღების თავის.ჩვენი ინჟინრები შეადუღებენ თავის აკუსტიკურ მახასიათებლებს და სრულყოფილი კომბინაციის მექანიკურ მახასიათებლებს, შეიმუშავებენ პროდუქციის მომხმარებელთა მოთხოვნილებების შესაბამისად,ულტრაბგერითი ფორმაძირითადი პარამეტრია, ულტრაბგერითი ფორმის ამპლიტუდის პარამეტრი ასევე ძალიან მნიშვნელოვანია პრაქტიკაში!
ყალიბის ამპლიტუდაპარამეტრის დიზაინი: შედუღების მასალების ამპლიტუდა არის ძირითადი პარამეტრი, ექვივალენტური ფეროქრომის ტემპერატურისა, ტემპერატურა არ მიაღწევს შერწყმას, ძალიან მაღალი ტემპერატურა გახდის ნედლეულს დამწვრობას ან გამოიწვევს სტრუქტურულ დაზიანებას და სიმტკიცის გაუარესებას.გადამყვანის განსხვავებული არჩევანის გამო განსხვავებულია, გადამყვანის გამომავალი ამპლიტუდა მორგების შემდეგ ამპლიტუდის სხვადასხვა ცვლადი თანაფარდობით და შედუღების თავის, შეუძლია შედუღების თავის ამპლიტუდის კორექტირება მოთხოვნებთან შესაბამისობაში, ჩვეულებრივ გადამყვანის გამომავალი ამპლიტუდა 10-20 მიკრონი და სამუშაო ამპლიტუდა, ზოგადად, დაახლოებით 30 მიკრონი, და შედუღების თავის ამპლიტუდის ცვლილება შედუღების თავის ამპლიტუდასთან და ფორმასთან შედარებით, ფართობის თანაფარდობამდე და მის შემდეგ და სხვა ფაქტორები, ფორმა, როგორიცაა ექსპონენციალური ამპლიტუდის ცვალებადობა, ფუნქციონალური თანაფარდობაზე დიდ გავლენას ახდენს ამპლიტუდის ცვალებადობა, კიბის ტიპის ამპლიტუდის ცვალებადობა და ა.შ. ფართობის თანაფარდობა მთლიან თანაფარდობამდე და შემდეგ პროპორციულია თანაფარდობისა.თუ სხვას აირჩევთულტრაბგერითი შედუღების მანქანა, უმარტივესი გზაა მისი დამზადება შედუღების თავის პროპორციის მიხედვით, რომელსაც შეუძლია უზრუნველყოს ამპლიტუდის პარამეტრის სტაბილურობა.

ჩამოსხმის სიხშირის პარამეტრის დიზაინი:ულტრაბგერითი შემდუღებელიაქვს ცენტრალური სიხშირე, როგორიცაა 20KHz, 40khz და ა.შ. სამუშაო სიხშირეშედუღების აპარატებიძირითადად განისაზღვრება გადამცემის, გამაძლიერებლის და რქის მექანიკური რეზონანსული სიხშირით.გენერატორის სიხშირე რეგულირდება მექანიკური რეზონანსის სიხშირის მიხედვით იმავეს მისაღწევად.Theშედუღების თავიდამზადებულია რეზონანსულ მდგომარეობაში სამუშაოდ და თითოეული ნაწილი შექმნილია როგორც ერთნახევარი ტალღის სიგრძის რეზონატორი.როგორც გენერატორს, ასევე მექანიკურ რეზონანსულ სიხშირეს აქვთ რეზონანსული სამუშაო დიაპაზონი, როგორიცაა ზოგადი პარამეტრი ±0,5 KHz, რომლის ფარგლებშიც შედუღების მანქანას შეუძლია ნორმალურად იმუშაოს.თითოეული შედუღების თავის დამზადებისას, რეზონანსული სიხშირე დარეგულირდება და შეცდომა რეზონანსულ სიხშირესა და დიზაინის სიხშირეს შორის უნდა იყოს 0,1კჰც-ზე ნაკლები.მაგალითად, 20KHz შედუღების თავი, შედუღების თავის სიხშირე გაკონტროლდება 19,90-20,10 kHz, ხოლო შეცდომა არის 5‰.
ყალიბის ვიბრაციის კვანძის დიზაინი:შედუღების თავი და საპოხი ღერო შექმნილია როგორც ნახევრად ტალღის სიგრძის რეზონატორი სამუშაო სიხშირით.სამუშაო მდგომარეობაში, ორი ბოლო სახის ამპლიტუდა ყველაზე დიდია და დაძაბულობა ყველაზე მცირეა, ხოლო შუა პოზიციის ეკვივალენტურ კვანძს აქვს ნულოვანი ამპლიტუდა და მაქსიმალური დაძაბულობა.ზოგადი დიზაინი ფიქსირებული კვანძის პოზიციისთვის, მაგრამ, როგორც წესი, დიზაინის სისქის ფიქსირებული პოზიცია 3 მმ-ზე მეტია, ან ღარი ფიქსირდება, ამიტომ ფიქსირებული პოზიცია არ უნდა იყოს ნულოვანი ამპლიტუდა, ეს გამოიწვევს გარკვეულ ზარებს და ენერგიის ნაწილს დანაკარგი, ხმის გამო, ჩვეულებრივ, რეზინის რგოლთან ერთად სხვა ნაწილებთან, ან ხმის საიზოლაციო მასალებით დასაცავად, ენერგიის დანაკარგი მხედველობაში მიიღება კადრის ამპლიტუდის პარამეტრების შემუშავებისას.
10 წელზე მეტი გაყიდვების, რეგულირების აპარატისა და შედუღების გამოცდილება, იცნობს სხვადასხვა აღჭურვილობის მახასიათებლებს და სხვადასხვა პლასტმასის შედუღებას, მოქლონების მახასიათებლებს, ზუსტი დიზაინის ფორმის ამპლიტუდას;არსებობს მრავალი ჩვეულებრივი სატესტო შედუღების ფორმა, რომელსაც შეუძლია მომხმარებელს მიაწოდოს ტესტის შედუღების ექსპერიმენტები და მისცეს ზუსტი შედუღების შედეგები.
სიხშირეზე:არის შეცდომები გადამყვანისა და თითოეული აღჭურვილობის საპოხი ღეროს სიხშირეში და ტუნინგის დიაპაზონი, როგორც წესი, არის -0,6+0,1კჰც-ის ფარგლებში.ამიტომ, ჩვენ ვამზადებთ პროდუქტებს სტანდარტული სიხშირის მიხედვით მინუს 0.25კჰც, როდესაც მომხმარებელი არ აკონკრეტებს სიხშირეს.მაგალითად, 15KHZ ყალიბის სიხშირე, რომელსაც ჩვენ ვამზადებთ, არის 14.75khz.20KHZ სიხშირე არის 19.75khz, ამიტომ ნებისმიერი მწარმოებლის აღჭურვილობის გამოყენება შესაძლებელია;ჩვენ გარანტიას ვაძლევთ, რომ ყალიბები ბევრჯერ მზადდება მინიმალური შეცდომით, ისე, რომ ფორმები შეიძლება შეიცვალოს აღჭურვილობის სიხშირის ხელახალი დარეგულირების ან მხოლოდ მცირე დახვეწის გარეშე.
Დიაპაზონი:0.77um 0.56um 0.40um 0.35um 0.30um 0.25um (შეესაბამება თავის მხრივ წინა ელემენტის სიხშირეს)
ამპლიტუდის შესახებ:იმის გამო, რომ თითოეული აღჭურვილობის მუშაობა არათანაბარია, არის კარგი და ცუდი, ჩვენ გავაკეთებთ შესაბამის ამპლიტუდას მომხმარებლების მიერ გამოყენებული აღჭურვილობის მუშაობის და შედუღების პროდუქტის მასალის მიხედვით;
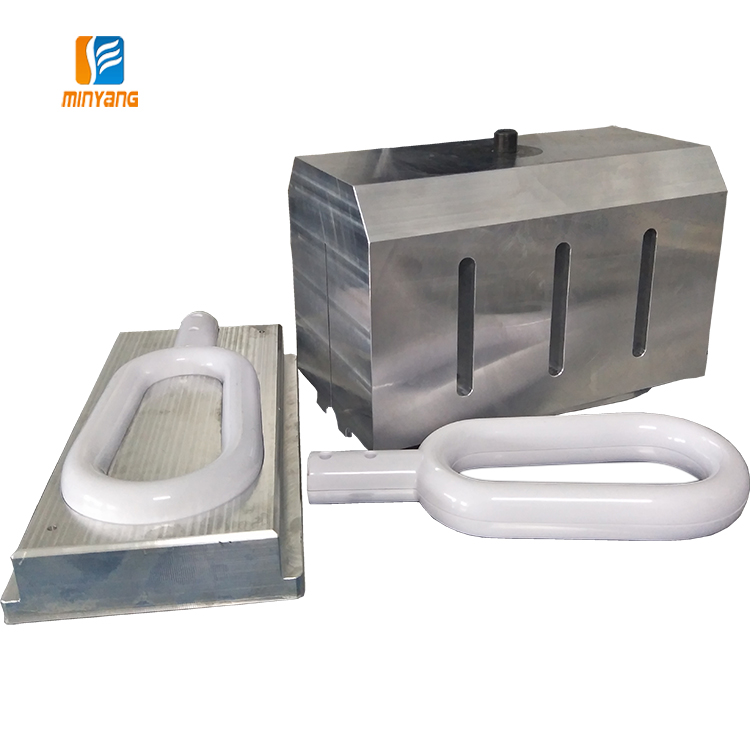
Mingyang ულტრაბგერითი აღჭურვილობა Co., Ltd.არის პროფესიონალური R & D, წარმოება, გაყიდვები ულტრაბგერითი აღჭურვილობის/დიზაინი/ულტრაბგერითი ობის თანამშრომლობის საწარმოები.ხარისხის გაუმჯობესების მიზნით, ჩვენ შევიძინეთ 5 CNC კომპიუტერული გრავირების მანქანა და შევამცირეთ ჩამოსხმის დროის ციკლი, რათა შედარებით მოკლე დროში დავასრულოთ შედუღების თავის დიზაინი და წარმოება.ახლა, სხვადასხვა სტანდარტული სპეციფიკაციების ფართომასშტაბიანი წარმოებისა და შესაბამისი შედუღების თავის წარმოების გარდა, კომპანიას აქვს შედუღების თავის (HORN) დიზაინისა და წარმოების სახელოსნო, აქ არის დაკავებული მრავალი წლის ოსტატების შედუღების თავის წარმოებაში.სხვადასხვა ფორმის, განსხვავებული მოთხოვნების მიხედვით, შეერთებული შტატების იმპორტირებული ალუმინის შენადნობის მასალების გამოყენებით, ლამაზი გარეგნობა, გამძლე, კარგად მიღებული მომხმარებლების მიერ.
გამოქვეყნების დრო: სექ-06-2022